Engineered for maximum thermal efficiency and extreme durability.
The global heat exchanger tube market is currently experiencing a transformative phase, driven by the urgent need for energy efficiency and the rapid expansion of the renewable energy sector. As industries worldwide strive to reduce their carbon footprint, the demand for high-performance thermal transfer components has reached an all-time high.
From the massive petrochemical complexes in the Middle East to the advanced nuclear power plants in Europe, heat exchanger tubes serve as the "veins" of industrial thermal management. The market is projected to grow significantly, with a focus on materials that can withstand extreme pressures and corrosive environments, such as Duplex Stainless Steel, Titanium Alloys, and Nickel-based Incoloy.
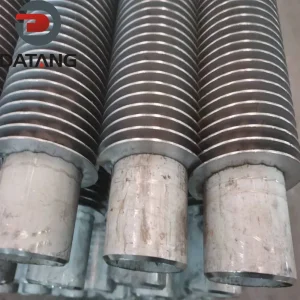
Today, the industry is not just about moving heat; it's about doing so with minimal energy loss. This has led to the rise of specialized geometries like Spiral Finned Tubes and H-type Fin Tubes, which significantly increase the surface area for heat exchange without increasing the equipment's footprint.

Shift towards Super Duplex and Inconel materials to handle highly acidic and high-temperature fluids in deep-sea oil extraction and chemical processing.
Increasing application in Hydrogen production and Carbon Capture Utilization and Storage (CCUS) systems where thermal precision is critical.
Utilization of Robotic Laser Welding and AI-driven quality inspection to ensure zero-defect production in finned and seamless tubes.
International buyers today are looking for more than just a product; they are looking for compliance, reliability, and logistical agility. The procurement of heat exchanger tubes is governed by strict international standards such as ASTM A179, ASTM A213, and DIN 1.4876.
Key procurement trends include:
Our tubes are engineered for the world's toughest environments.
Used in condensers and heat exchangers to process crude oil. Our Incoloy 800 and Duplex Steel tubes provide exceptional resistance to chloride-induced stress corrosion cracking.
In thermal and nuclear power plants, our SA179 Seamless Boiler Tubes are essential for high-pressure steam generation and waste heat recovery systems.
Our Copper-Nickel Alloy and Titanium Tubes are the gold standard for seawater cooling systems, offering unparalleled resistance to biofouling and salt corrosion.
Dongguan Dactron Pipes Co., Ltd. is a professional manufacturer specializing in steel pipes and steel tubes, offering carbon, seamless, and welded steel solutions for a wide range of industrial applications. Located in Dongguan, one of China’s leading manufacturing centers, the company benefits from advanced infrastructure, skilled workforce, and efficient global logistics.
Founded in 2012, Dactron began as a regional supplier of standard carbon steel pipes for construction and mechanical use. With continuous investment in production technology and quality control systems, the company expanded into seamless and welded steel pipe manufacturing by 2016. In 2019, Dactron further enhanced its capabilities by introducing automated production lines and precision testing equipment, enabling it to meet the growing demands of international markets.
The company’s product portfolio includes seamless steel pipes, welded steel tubes, ERW pipes, structural tubes, and customized solutions for various industries such as construction, oil & gas, infrastructure, and machinery manufacturing. All products are manufactured in accordance with international standards and undergo strict inspection to ensure durability, strength, and performance.
Dongguan Dactron Pipes Co., Ltd. operates under ISO 9001 quality management systems and supports OEM/ODM services to meet diverse customer requirements. With a commitment to innovation, reliability, and customer satisfaction, Dactron continues to deliver cost-effective steel piping solutions worldwide.

As a leading Heat Exchanger Tubes Factory, our expertise extends beyond simple manufacturing. We understand the complex physics of heat transfer. Whether it is calculating the optimal fin density for a High-Frequency Welded Spiral Finned Tube or ensuring the precise wall thickness of an ASTM B338 Titanium Tube, our engineering team utilizes state-of-the-art simulation tools to predict performance in real-world conditions.
Our authority in the field is backed by a decade of successful projects across the globe. We have supplied critical components for high-pressure boilers, industrial air coolers, and complex chemical reactors. By maintaining a strict ISO 9001:2015 quality management system, we ensure that every meter of tubing that leaves our Dongguan facility meets the highest standards of reliability.
Sourcing from a Chinese factory like Dactron offers a unique combination of cost-efficiency and high-tech capability. China's integrated supply chain for raw materials like carbon steel, stainless steel, and specialty alloys allows us to offer competitive pricing without compromising on quality. Furthermore, our location in Dongguan provides us with access to the world's most efficient shipping ports, ensuring that your industrial projects remain on schedule.
In conclusion, when you partner with us, you are not just buying tubes; you are investing in a thermal solution that is engineered for excellence, backed by years of manufacturing expertise, and delivered with the reliability that global industry demands.